L’effet de la température sur l’aptitude à la mise en forme des tôles en aluminium dans la gamme de 200 - 300 °C a été étudié par plusieurs métallurgistes depuis plusieurs décennies. Ils ont constaté une augmentation spectaculaire de la ductilité, particulièrement sur les alliages aluminium – magnésium de la famille 5000, associée à une diminution de l’écrouissage et de la sensibilité à la vitesse de déformation.
Ce comportement peut être exploité pour repousser les limites de l’aptitude à la mise en forme des tôles en aluminium par emboutissage avec un outillage classique pour des productions de grande série (à la différence des productions de faibles volumes par déformation superplastique).
L’emboutissage des alliages d’aluminium à haute résistance devient possible.
Les principales difficultés à surmonter pour la mise en forme à chaud sont de:
- disposer d’un lubrifiant pour mise en forme à chaud, qui n’impose pas de dégraissage ultérieur,
- trouver une gamme de traitements thermiques qui résout les problèmes de formabilité
- adapter cette gamme à une production de grande série.
Pour évaluer la faisabilité d’un tel mode opératoire sur des pièces complexes, telles d’un panneau intérieur de portière, un projet a été lancé par Alcan CRV. Les essais de laboratoire consistent à tester des éprouvettes d’emboutissage profond en croix.
Pour cette étude, on disposait d’un lubrifiant organique contenant de fines particules comme additif. Il s’est révélé stable jusqu’à 350 °C lors des essais d’emboutissage.
La gamme des traitements thermiques est l’autre clé pour résoudre les problèmes de rupture. Dans une opération d’emboutissage profond, il est généralement préférable d’avoir un matériau adouci dans le serre flanc de manière à ce qu’il soit facilement étiré.
Toutefois, le métal en tension sous le poinçon ou dans le rayon de matrice doit transmettre les forces de mise en forme et répartir les contraintes pour éviter des concentrations localisées.
Il faut donc trouver un compromis entre l’état recuit et l’état écroui pour avoir des propriétés mécaniques sur mesure, adaptées aux difficultés localisées d’emboutissage.
En chauffant la périphérie des flancs à 300 °C en le mettant en contact avec un flanc support chaud, tandis que le centre du flanc reste plus froid, il est alors possible d’atteindre la profondeur nominale d’emboutissage sans rupture sur les parois latérales.
Les zones plissées en fin de course de l’outillage constituent une autre difficulté qu’il est possible de résorber en améliorant l’écoulement du métal dans ces zones. Il faut cependant bien positionner le chauffage.
Il a été prouvé qu’il est possible d’appliquer cette méthode à une production de grande série. Elle consiste à préchauffer localement des flancs, avant leur introduction dans la presse d’emboutissage, par contact avec des tôles chauffées.
Les questions relatives aux opérations de parachèvement après emboutissage sur des ébauches encore tièdes, la précision dimensionnelle des pièces formées à chaud, et la stabilité du processus pendant plusieurs heures ou la compatibilité des lubrifiants avec la suite de la gamme de fabrication (dégraissage, collage) ont encore besoin d’être affinées.
Cependant, la mise en forme à chaud semble être un processus approprié pour améliorer l’aptitude à l’emboutissage des alliages d’aluminium à haute résistance, comme ceux de la série 7000, de plus en plus utilisés aujourd’hui dans les applications aérospatiales.
Ces alliages Al-Mg-Zn devraient être en mesure de compléter avec les aciers à haute limite d’élasticité (mis aussi en forme à chaud) dans les pièces structurales telles que les montants-B.
Les premiers résultats obtenus avec des 7000 à bas cuivre dont:
- la limite d’élasticité est de 400 MPa,
- la tenue à la corrosion est plus facile à contrôler que celle des 7000 plus chargés en cuivre,
- l’aptitude à l’assemblage (soudage) est meilleure que celle des 7000 plus chargés en cuivre,
montrent que ces alliages sont prometteurs ainsi que l’illustre la figure ci-après.
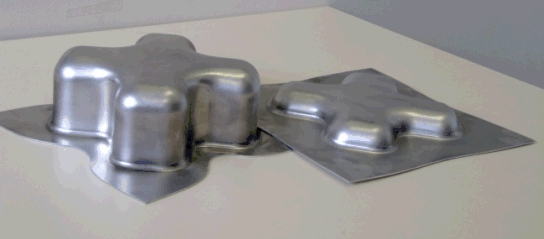
Alliage UltralexTM 7x – maturation 3 mois
Essai Eprouvette en croix à CRV Alcan
A gauche : mise en forme à chaud, à droite mise en forme à froid
Pour plus d’information:[email protected]