




Spectacular formability improvement of High Strength 7xxx alloys
Cold Stamping of parts with a complex shape is not possible with classic 7xxx alloys in T4, T6 and T7x tempers. Such parts can, however, be stamped successfully by bringing the material into the fresh W-temper condition, prior to the cold stamping.
W-temper is the condition of a heat treatable alloy immediately after solution heat treatment and quenching. It is, however, an unstable temper for most 7xxx alloys that spontaneously and rapidly age at room temperature towards the T4 condition. In practice, this means that the material needs to be solutionized and quenched just before the press operation. Depending on the chemistry of the alloy and the complexity of the part, the cold stamping operation must be carried out within a limited time frame, ranging from 30 minutes to a few hours maximum, after the heat treatment.
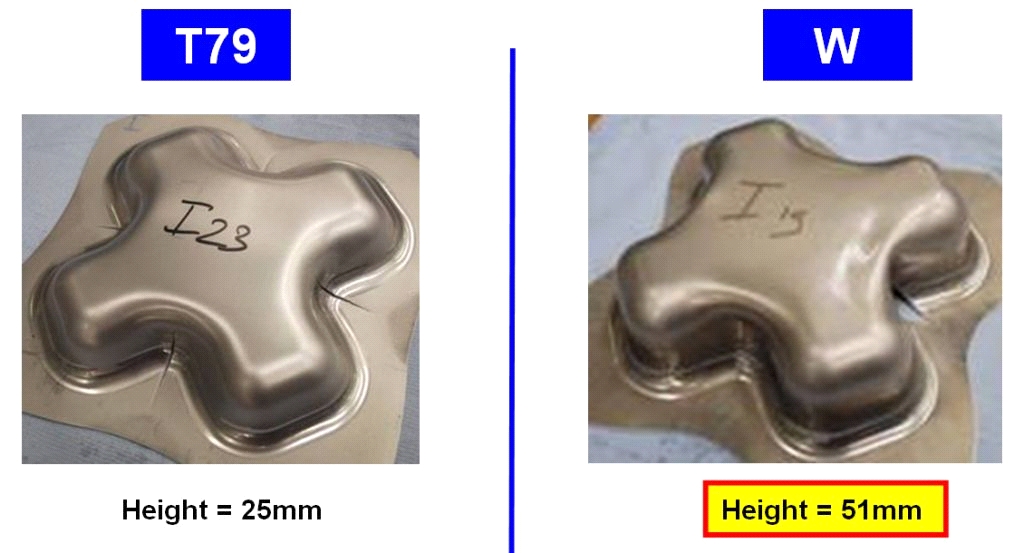
The spectacular formability improvement of a Cu free 7xxx alloy in W-temper, compared to the T79-temper, is demonstrated by the maximum achievable deep drawing depth of the cross-die tests shown below.
It is obvious that this W-temper forming process requires a dedicated press line similar to the lines already used for the hot forming of ultra-high-strength Press-Hardening Steels. The possibility exists to use these existing lines for the W-Temper process with only one slight modification: the addition of a quenching facility behind the furnace.
It is more expensive to use a fresh W-temper forming process than a classic deep drawing process, but it has several benefits:
• Since a Cu-free 7xxx alloy has a yield strength of only +/- 100 MPa in the fresh W-temper condition, spring-back is no longer an issue.
The stamping process itself is a cold-stamping process. As a result, other benefits in comparison with alternative processes like “warm forming” are:
• The Galling behaviour is similar, as known already from classic stamping processes.
• Classical and already qualified lubricants and hot-melts can be used.
• Standard tooling (not heated/not cooled) can be used.
• There will be no changes in part geometry / tolerances after stamping as a result of the part cooling down from elevated temperatures.
Several demonstrators with complicated designs, e.g. B-Pillars, Transmission tunnel panels, Inner door panels, etc., have already been successfully produced in Aleris’ Structurlite™400 and Structurlite™5xx material by means of this fresh W-temper forming process.
For more information:
[email protected]
www.aleris.com
Accroissement spectaculaire de la formabilité des alliages 7000 à haute résistance
L’emboutissage à froid de pièces aux formes complexes n’est pas possible sur les alliages 7000 dans les états métallurgiques T4, T6 et T7X. De telles pièces peuvent malgré tout être mises en forme sur trempe fraiche (état W).
La mise en forme des alliages d’aluminium à durcissement structural ne peut se faire que sur trempe fraiche (état W). Cependant, c’est un état métallurgique instable pour la plupart des alliages d’aluminium de la série 7000.
A la température ambiante, ils évoluent spontanément et rapidement vers l’état T4. En pratique, cela veut dire que ces demis produits en 7000 doivent être mis en solution et trempés juste avant l’opération de mise en forme.
Le temps pendant lequel la mise en forme est possible est limité et il dépend de la composition de l’alliage et de la complexité de la pièce. Il varie de 30 minutes à quelques heures au maximum après la trempe.
L’augmentation spectaculaire de la formabilité des 7000 sans cuivre dans l’état W comparé à un état T79 est illustrée par la profondeur maximum d’emboutissage sur des éprouvettes en croix (cf figure ci-dessous).
Il est évident que ce processus de mise en forme dans l’état W nécessite une ligne de presses dédiée, analogue à celles utilisées pour la mise en forme à chaud des aciers HLE. Il est néanmoins possible d’utiliser une ligne existante avec seulement une modification mineure: l’ajout d’un poste de trempe après le four de mise en solution.
Il est plus couteux d’utiliser la mise en forme sur état W frais que le processus classique d’emboutissage profond. Mais il présente plusieurs avantages du fait que les 7000 sans cuivre ont une limite d’élasticité de l’ordre de 100 MPa dans l’état W frais, en particulier, le retour élastique n’est pas un problème en soi.
L’emboutissage lui-même est fait à froid. Il en résulte d’autres avantages par rapport au processus de mise en forme à chaud:
- le comportement aux rayures (grippage) est le même que dans l’emboutissage classique,
- les lubrifiants classiques déjà qualifiés et les graisses peuvent être utilisés,
- les outillages standards (ni chauffés ni refroidis) sont utilisables,
Il n’y a pas de modifications dans les tolérances géométriques comme on peut en observer après l’emboutissage à chaud, qui sont dues au refroidissement des pièces depuis des températures élevées.
Plusieurs démonstrateurs avec des formes compliquées, par exemple, des montants-B, des panneaux de transmission, des panneaux intérieurs de portières, etc., ont déjà été produits avec succès en Aleris StructureliteTM 400 et StructureliteTM 5XX au moyen du processus de mise en forme sur état W frais.
Pour plus d’information:
[email protected]
www.aleris.com
Spektakuläre Verbesserung des Umformvermögens von hochfesten 7xxx- Legierungen
Das Kaltpressen von Bauteilen mit komplexer Form ist mit klassischen 7xxx- Legierungen in den Zuständen T4, T6 und T7 nicht möglich. Derartige Bauteile können jedoch erfolgreich kalt verformt werden, wenn man sie vorher in einen W- Zustand versetzt.
Der W- Zustand ist der Zustand, den das Material unmittelbar nach dem Lösungsglühen und Abschrecken aufweist. Es ist dabei aber für die meisten 7xxx- Legierungen ein instabiler Zustand, der sich spontan und sehr schnell in einen T4- Zustand umwandelt. In der Praxis bedeutet dies, dass das Material unmittelbar vor dem Pressen lösungsgeglüht und abgeschreckt werden muss. Abhängig von der Legierungszusammensetzung und der Komplexität des Bauteils, muss das Kaltpressen dabei innerhalb eines eng begrenzten Zeitfensters von 30 min bis zu wenigen Stunden nach der Wärmebehandlung erfolgen.
Die aufsehenerregende Verbesserung der Umformbarkeit einer kupfer- freien 7xxx- Legierung im W- Zustand, vergleichen mit dem T79- Zustand, lässt sich am besten in der erreichbaren Ziehtiefe in einem Vergleichsversuch demonstrieren.
Es ist dabei offensichtlich, dass das Umformen im W- Zustand eine Tiefziehvorrichtung benötigt, wie sie auch bei hochfestem, pressgehärtetem Stahl eingesetzt wird. Es ist möglich, die vorhandenen Pressen für den W- Umformprozess einzusetzen, wenn folgende geringfügige Modifikation vorgenommen wird: Der Anbau einer Abschreck- Vorrichtung hinter dem Ofen.
Es ist im Vergleich zum klassischen Tiefziehprozess teurer, einen W- Zustands- Umformprozess einzusetzen, aber es gibt hierbei wesentliche Vorteile:
- Da eine Cu- freie 7xxx- Legierung im W- Zustand nur eine Dehngrenze von +/- 100 MPa besitzt, ist das Rückfederungsverhalten unproblematisch.
Der Ziehprozess selber bleibt dabei ein Kaltumformprozess. Als Ergebnis hiervon ergeben sich im Vergleich zum Warmumformen folgende Vorteile:
- Das Abnutzungs- Verhalten ist dem klassischen Tiefziehprozess vergleichbar
- Herkömmliche und bereits qualifizierte Schmiermittel und Hot Melts können verwendet werden
- Es können Standardwerkzeuge (nicht erwärmt, nicht gekühlt) eingesetzt werden
- Es treten keine Veränderungen der Bauteilgeometrie / Toleranzen als Resultat der Abkühlung des Bauteils von erhöhten Temperaturen herunter auf Raumtemperatur.
Eine Vielzahl von Versuchsteilen, wie z.B. B- Säulen, Teile von Antriebstunneln oder Tür- Innenblechen konnten mit Aleris’ Structurlite™400 und Structurlite™5xx – Material mit Hilfe des W- Zustands- Umformverfahrens hergestellt werden.
Weitere Informationen unter:
[email protected]
www.aleris.com
Uno spettacolare miglioramento della formabilità delle leghe ad alta resistenza serie 7xxx
La condizione W è lo stato di una lega da trattamento termico immediatamente dopo il ciclo di solubilizzazione e tempra. Trattasi, tuttavia, di uno stato instabile per la maggioranza delle leghe 7xxx che invecchiano spontaneamente e rapidamente a temperatura ambiente verso la condizione T4. In pratica, ciò significa che il materiale deve essere solubilizzato e temprato appena prima dell’operazione di stampaggio. In base alla composizione chimica della lega ed alla complessità del pezzo da realizzare, lo stampaggio a freddo deve essere effettuato entro un arco di tempo limitato, variabile da soli 30 minuti sino ad un massimo di poche ore dopo il trattamento termico.
Lo spettacolare miglioramento della formabilità di una lega 7xxx senza Cu allo stato W rispetto allo stato T79, è dimostrato dalla profondità di imbutitura massima raggiungibile ottenuta nei test illustrati sotto.
E’ ovvio che questo processo di formatura allo stato W richiede una linea dedicata, simile a quelle impiegate per la termoformatura di acciai ad altissima resistenza incrudibili alla pressa. E’ possibile usare queste linee esistenti per il processo di formatura allo stato W apportando un’unica leggera modifica: l’aggiunta di un sistema di tempra dietro il forno.
Il processo di formatura allo stato W è più costoso rispetto al classico procedimento di imbutitura, ma offre diversi vantaggi.
- Poiché una lega 7xxx senza Cu ha un carico di snervamento di soli +/- 100 MPa nello stato W, il fenomeno dello spring-back non rappresenta più un problema.
Il processo stesso di stampaggio in sé è un procedimento a freddo. Di conseguenza, presenta altri vantaggi rispetto a processi alternativi denominati “di formatura a semicaldo”.
- Il comportamento al galling è simile a quanto avviene per i procedimenti di stampaggio tradizionale.
- Possono essere impiegati i classici lubrificanti qualificati.
- Possono essere impiegati attrezzi ed utensili standard (non riscaldati/non raffreddati).
- Non si produrranno variazioni nella geometria e nelle tolleranze dei pezzi dopo lo stampaggio a seguito del raffreddamento da temperature elevate.
Diversi pezzi dimostrativi di disegno complesso, quali ad esempio colonne a B, pannelli per il tunnel della trasmissione, pannelli interni di porte, etc., sono stati già prodotti con successo nelle leghe Aleris Structurlite™400 e Structurlite™5xx tramite questo processo di formatura W.
Per ulteriori informazioni:
[email protected]
www.aleris.com